Description
Operation requirements:
- Heating:
- Steam generator (for 300 and 450 liter stills electric heating can be requested)
- Cold water line connection
- Spent mash receiving vessel or drain
- Compressed air
CET Mon-Fri 8.00 AM - 5.00 PM Closed for the weekend
77. Futo str., Miskolc 3508Hungary

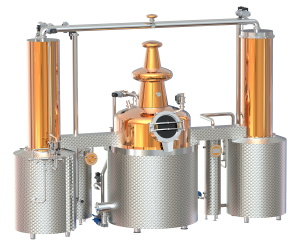
Our Professional Package comes in different sizes, provides distillers with our most innovative distillation system for both grain and non-grain distilling needs. This equipment alone holds over 15 unique patents and comes in six different sizes: 78 Gallons (300 Liters), 119 Gallons (450 Liters), 198 Gallons (750 Liters), 264 Gallons (1000 Liters), 396 Gallons (1500 Liters) and 528 Gallons (2000 Liters).
Our unique, 3-part, sectional reflux onion provides an enlarged copper surface and additional reflux time for alcohol vapours. The reflux column is a separate fixture that comes standard with 3 plates. Each plate has 4 bubble caps with a proprietary design that increases vapor turbulence and contact time; enhancing and purifying the distilled spirit to the greatest extent possible.
The still is modular and can be extended to include a vodka column, gin basket, and additional plates to fit your unique distilling needs.
Operation requirements:
This unique Hagyo-Universal Distilling Unit provides the ability to create the premium quality distillates of any Nation with our revolutionary new ALL-IN-ONE still with integrated vodka column and gin vapor line. Using either grain or fruit mash it can be able to produce premium quality spirits either rich in aromas (brandy, whiskey, rum) or poor in aromas, but rich in alcohol (vodka) in fully controlled production flow. The equipment is also prepared for production of gin. Our built-in vodka tower at HAGYO UNI Still is compact, and much lower than ever before (you won’t need extra height building for vodka column) thanks to the development of Hagyó Kft. In the helmet part there is a catalyst which can be on or off position and thanks to its modular units the alcohol content and aroma profile of the distillate are perfectly controlled and changeable within wide range. The still comes in the following sizes: 300L (80 US Gallon) 500L (132 US Gallon) 1000L (265 US Gallon) 2000L (530 US Gallon) with electric, or steam heating options available.
This HAGYO Still was acknowledged by the 28th HUNGARIAN INNOVATION GRAND PRIZE as a significant innovation in 2020.

In contrast to large-scale food production, the HAGYÓ-MULTI FARM ASSISTANT equipment facilitates the process of traditional artisanal food preparation based on conventional processes, using 21st century technology.
The multifunctional device is ideally suited to the small business sector, creating a machine that is unique on the market.
Its ease of use and extreme versatility make it suitable for use in the preparation of almost the entire range of products of a family farm. Not only for processing fruit (jam, syrup, juice) and heat treatment, but also for distilling essential oils and brandies, making cheese, heating honey before pouring (liquefaction), and for heat treatment of meat products, frying, and making mulled wine.

Our compact, 40 Gallon (150 Liter) Starter Package is a single unit, engineered to meet and exceed the needs of start-up distilleries or be used as an advanced test still for established distilleries.
This single unit consists of a pot that is a combination of stainless steel and copper. Mounted on top of the pot is a 2-plate aroma column that holds our patented sieve plate system and a packed section.
This “plug and play” unit is the ultimate starter still that requires minimal setup time and relies on clean-running electricity as its primary heat source (steam or gas options are available as well at the same price).


Hagyo Distilling – using his earlier patent – has developed a world-class, compact, automated 250L (66 US Gallon) distilling equipment. Our newest innovation is specifically designed to address the current global disinfectant shortage, it can economical produce almost neutral alcohol (90-93 V/V %) from generally available standard raw materials e.g. from commercially available sugar. Its main advantage is its multifunctional use, as it is perfectly suitable for production of spirits rich in flavours and lower in alcohol e.g. gin, whiskey, rum, cognac, grappa, brandy, but also, for the production of essential oil. Thanks to the individually developed software, the operator can select the appropriate distillation method from several specific, pre-programmed recipes.